







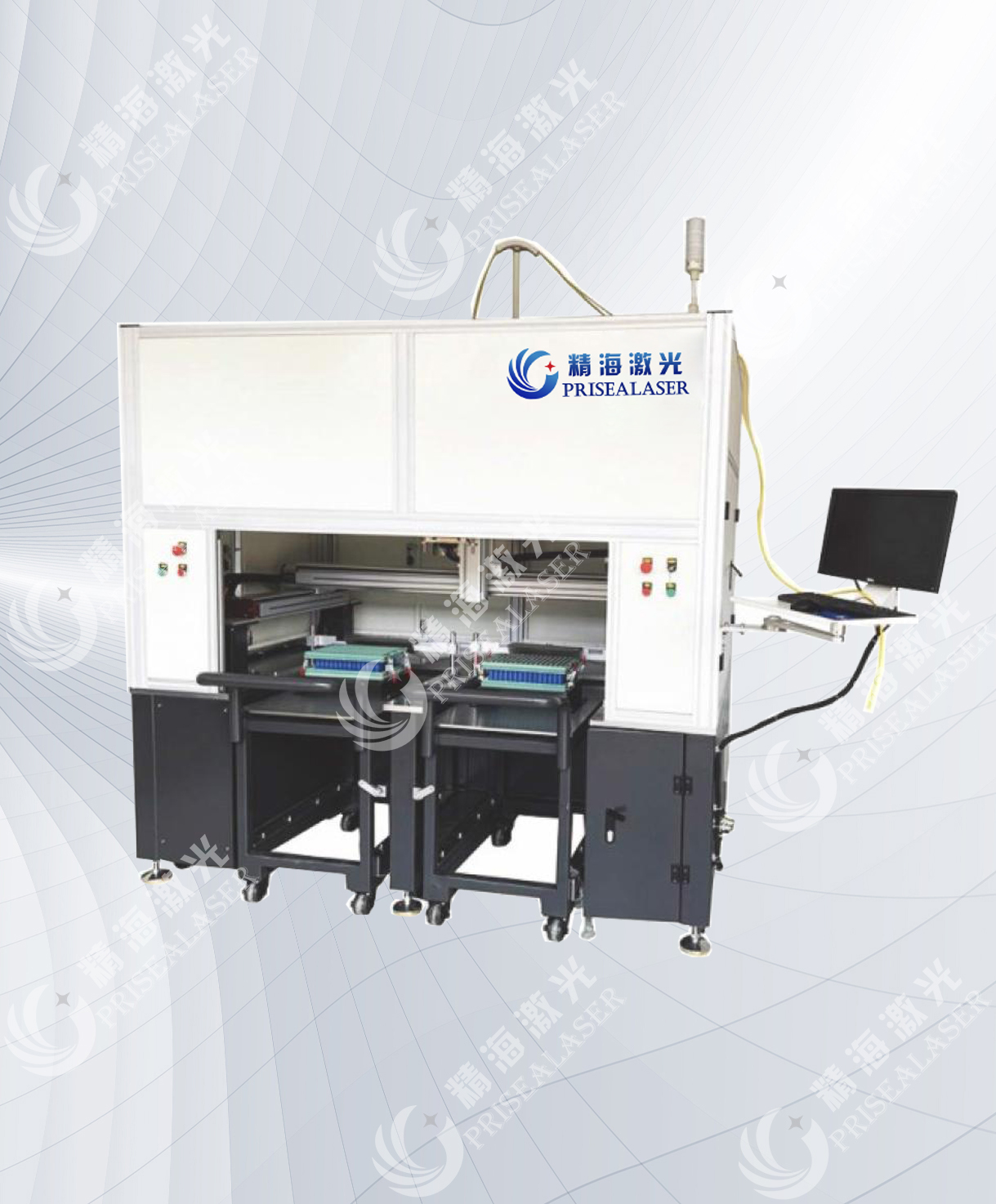









YAG脉冲式激光焊接机
YAG脉冲激光器在激光焊接领域的技术非常成熟,光纤输出激光器具有光束 质量好,光斑细,安装灵活等优点,为更精密的焊接提供了条件。适用于光纤连接器、微电子元件、医疗器械、精密零件等焊接。 都是通过...
产品简介
Product introduction
YAG脉冲激光器在激光焊接领域的技术非常成熟,光纤输出激光器具有光束 质量好,光斑细,安装灵活等优点,为更精密的焊接提供了条件。适用于光纤连接器、微电子元件、医疗器械、精密零件等焊接。 都是通过光纤输出进行焊接,其激光经过光纤传输后,通过准直透镜准直为平行…
结构解析
Structural analysis
YAG系列激光焊接机光学系统由以下四部分组成:Nd3+∶YAG激光器、分光系统、光纤传输系统、准直聚焦系统。结构如下所示。
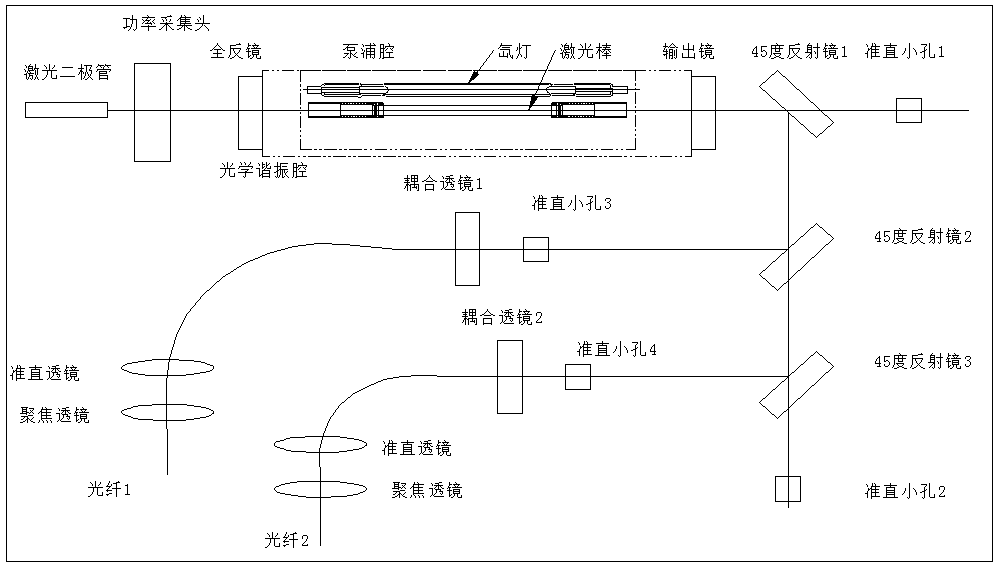
a) Nd3+:YAG激光器
Nd3+∶YAG激光器属于固体脉冲激光器,输出光是红外光,波长为1064nm。激光介质是掺钕钇铝石榴石晶体。
激光谐振腔由泵浦腔、全反镜和输出镜组成。泵浦腔包括装在陶瓷反射腔内的Nd3+∶YAG晶体棒(激光介质)和氙灯(泵浦源)。晶体棒在强烈的氙灯照射下使钕原子在特定激光上、下能级间实现了原子集居数密度的反转分布。为了提高泵浦腔的效率,氙灯和晶体棒置于陶瓷漫反射腔内,是泵浦光尽可能多的被晶体棒中的钕原子吸收。1064nm光辐射在激光谐振腔内得到放大,其中的一部分光输出镜输出。
其中JH-PB25和JH-PB50/PB50A激光焊接机采用单氙灯泵浦,JH-PB80和JH-PB300激光焊接机采用双氙灯泵浦。
b) 光纤传输系统
激光通过耦合透镜聚焦在光纤端面上,经过光纤传输到工作台面上。光纤由折射率为n1的均匀纤芯和折射率为n2的均匀包层(n2<n1)组成,纤芯内均匀的折射率n1到包层界面突然阶跃下降到包层折射率n2。光波在纤芯和包层的界面发生全反射,这样符合一定入射角Α
是光纤的数值孔径)的光就会被限制在光纤中传输。光纤可以弯曲,这使得不规则工作件的焊接很方便。配置光纤的标准长度为5m,还可根据用户要求定制3m,10m,15m,20m等不同长度和不同芯径的光纤。
技术参数
Technical parameters
| 常规技术参数 | |||
| 激光类型 | JH-WY50 | JH-WY300 | JH-WY500 |
| 激光波长 | 1064nm | 1064nm | 1064nm |
| 最大激光输出功率 | 50W | 300W | 500W |
| 最大激光峰值功率 | 3KW | 9KW | 12KW |
| 最大激光脉冲能量 | 35J/10ms | 90J/10ms | 90J/10ms |
| 脉冲宽度 | 0.1~50ms | 0.1~50ms | 0.1~50ms |
| 脉冲频率 | 1~50Hz | 1~50Hz | 1~50Hz |
| 波形数量 | 50组 | 50组 | 50组 |
| 标准光纤直径 | 0.2 mm | 0.4 mm | 0.6mm |
| 光纤输出数量 | 最多3 路 | 最多3 路 | 最多3 路 |
| 分光方式 | 能量分光或时间分光 | 能量分光或时间分光 | 能量分光或时间分光 |
| 能量稳定性 | <±3% | <±3% | <±5% |
| 闭环反馈控制系统 | 激光能量实时反馈 | 激光能量实时反馈 | 激光能量实时反馈 |
| 冷却方式 | 标配内置循环冷水机 | 标配内置循环冷水机 | 标配内置循环冷水机 |
| 电力需求 | 380V±5%/50Hz | 380V±5%/50Hz | 380V±5%/50Hz |
| 主机耗电功率 | 3.5KW 三相 | 12KW 三相 | 24KW 三相 |
细节优势
Detail advantage
可对工件进行点焊、对接焊、叠焊、密封焊;
焊接速度快,深宽比高,焊接过程热影响区小,变形小;
焊缝平整、美观,焊后无需或只需简单处理;
可集成多光束焊接,实现能量分光、时间分光;
集成能量负反馈激光控制技术,实现焊接效果从始至终的一致性;
集成任意波形控制技术,可精确控制每一个脉冲能量形成的焊点,达到很好的焊接效果。
工作原理及特点
Working principle and characteristics
YAG脉冲激光器在激光焊接领域的技术非常成熟,光纤输出激光器具有光束
质量好,光斑细,安装灵活等优点,为更精密的焊接提供了条件。适用于光纤连接器、微电子元件、医疗器械、精密零件等焊接。
都是通过光纤输出进行焊接,其激光经过光纤传输后,通过准直透镜准直为平行光,再经过聚集透镜聚集于工件上实施焊接;
YAG激光器的工作原理:激光电源首先把脉冲氙灯点着,通过激光电源对氙灯脉冲放电,形成一定频率,一定脉宽的光波,该光波经过聚光腔辐射到Nd
3+:YAG激光晶体上,激发Nd
3+:YAG激光晶体发光,再经过激光谐振腔谐振之后,发出波长为1064nm脉冲激光,该脉冲激光经过扩束、反射、(或经光纤传输)聚焦后打在所要焊接的物体上;在PLC或工业PC机的控制下,移动数控工作台,从而完成焊接。焊接时所需要的脉冲激光的频率、脉宽、波形、工作台速度、移动方向均可用单片机、PLC或工业PC机来控制,通过对激光的频率、脉宽的不同设定可调节控制脉冲激光的能量。

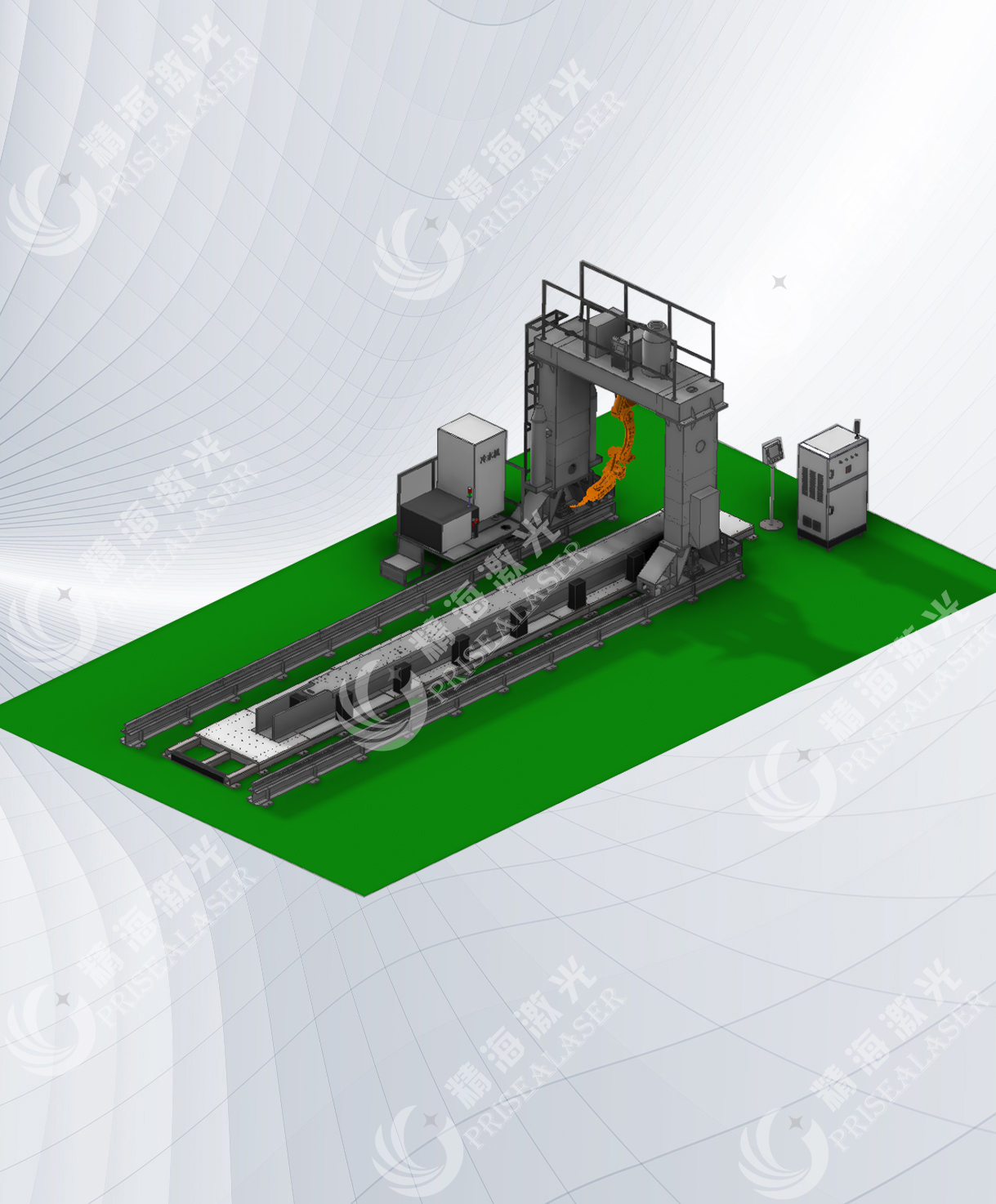
适用范围
Scope of application
YAG脉冲激光器在激光焊接领域的技术比较成熟,光纤输出激光器具有光束
质量好,光斑细,安装灵活等优点,为更精密的焊接提供了条件。在3C产品零部件、五金零部件、电子元器件、模具补焊等行业有着大量的应用。脉冲激光焊接的优点热影响范围小,工件变形小。主要应用为1.5mm以内的薄壁金属材料的点焊、搭接焊、缝焊等

 苏州吴江区吴变大道88号4幢
苏州吴江区吴变大道88号4幢